200 x 16 मिमी स्लैब CCM मशीनरी औद्योगिक पिघलने और होल्डिंग फर्नेस
उत्पाद तकनीकी शर्तें
1. कास्टिंग सामग्री: निकल cupronickel
2. कास्टिंग विनिर्देश: मोटाई: 16 मिमी × चौड़ाई: 200 मिमी
उपकरण मुख्य तकनीकी पैरामीटर्स
1. कास्टिंग गति:
ट्रैक्शन स्पीड: 0-64 - मिमी / एस (स्टेपलेस एडजस्टेबल)
पलटा गति: 0-64 - मिमी / एस (stepless समायोज्य)
पट्टी सर्वश्रेष्ठ रैखिक गति: 90-200 - मिमी / मिनट
2. बिजली उपकरण:
मध्यम आवृत्ति पिघलने वाली भट्ठी: 250 kw
होल्डिंग भट्ठी: 75 kw
सर्वो ट्रैक्टर: 3.5 किलोवाट
3. तुल्यकालिक काटने की मशीन
मोटर शक्ति: 3 Kw
सॉ ब्लेड गेज: 5 355
फ़ीड दर: हाइड्रोलिक stepless गति विनियमन
सेविंग गेज: तांबा पलटन, पीतल
क्लैंपिंग साइड प्रकार: हाइड्रोलिक
4. कॉइलर घुमावदार वजन: 4000-5000 किलोग्राम
अंदर का व्यास: 500-800 - मिमी 800
बाहरी व्यास: Φ 1600 मिमी
5. यूनिट शोर मूल्य: 85 डीबी (ए) या उससे कम
6. यूनिट लाइन हाई स्कूल: + 1000 मिमी
7. यूनिट ट्रांसमिशन दिशा: सही ट्रांसमिशन
उत्पादन क्षमता
एक एकल प्रवाह: 200-200 किग्रा / घंटा (16 मिमी) बैंडविड्थ: 200 मिमी, मोटाई:
तीसरा अध्याय मुख्य प्रक्रिया पैरामीटर और प्रक्रिया विवरण
मुख्य प्रक्रिया पैरामीटर्स
उत्पादन: 200-300 किग्रा / घंटा
तापमान नियंत्रण रेंज: 1300 ℃ या उससे कम
होल्डिंग भट्ठी तापमान नियंत्रण परिशुद्धता: + / - 3 ℃
पुश और पुल समायोजन रेंज: धक्का: 0-64 - मिमी / एस + / - 0.1 मिमी (नहीं)
राहेल: 0-64 - मिमी / एस + / - 0.1 मिमी (नहीं)
कास्टिंग मशीन रेंज: कर्षण को विनियमित करने के लिए: 0-64 - मिमी / एस + / - 0.1 मिमी (नहीं)
बैकस्टॉपिंग: 0-64 - मिमी / एस + / - 0.1 मिमी (नहीं)
लीड कास्टिंग सबसे बड़ा रैखिक वेग: 0-200 मिमी / मिनट
समायोजन की सीमा को समेटना है: रोल व्यास Φ 500 - range 800 मिमी
Φ रोल व्यास 1600 मिमी
सबसे बड़ी coiling गति: 250 मिमी / मिनट
नर्तकी सीमा: 0.95 से 0.75
घुमावदार टॉवर डिग्री: 40 मीटर या उससे कम
यूनिट बिजली की खपत: 380-420 केडब्ल्यूएच / टी
प्रक्रिया वर्णन
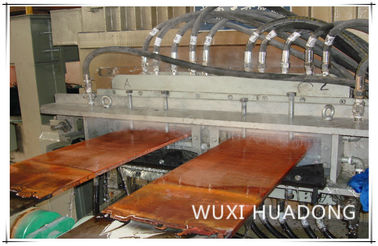
निकल cupronickel पट्टी क्षैतिज निरंतर कास्टिंग उत्पादन प्रक्रिया इस प्रकार है:
इलेक्ट्रोलाइटिक कॉपर से मध्यम आवृत्ति पिघलने वाली भट्टी, होल्डिंग फर्नेस के लिए कंपोजीशन एडजस्टमेंट - मोल्ड - टाइम कूलिंग, सेकेंडरी कूलिंग टू डमी मशीन, शीयरिंग मशीन, कोइलिंग मशीन
प्रौद्योगिकी फ़ाइल (इलेक्ट्रोलाइटिक कॉपर) में निर्धारित कच्चे माल को चुनें, मध्यम आवृत्ति पिघलने वाली भट्टी में कच्चे माल को मिलाएंगे;
भट्टी गलाने के लिए, कोटिंग एजेंट की एक निश्चित मोटाई जोड़ें, और नियमित रूप से मात्रात्मक कच्चे माल जोड़ें, भट्ठी गुहा में पिघला हुआ भट्ठी गुहा अच्छा पिघला हुआ तांबे का पानी हाइड्रोलिक डंप मिलाएं, भट्ठी में तांबे के तरल तापमान का गर्मी संरक्षण, स्वचालित रूप से तांबे को नियंत्रित करता है। होल्डिंग फर्नेस कास्टिंग तापमान और पानी को एक निश्चित स्तर के दायरे में रखते हैं, तरल स्तर के प्रभाव के तहत तांबा, मोल्ड में पानी का प्रवाह, मोल्ड ठंडा करने के द्वारा पट्टी में क्रिस्टलीकरण, डमी मशीन के नेतृत्व में निरंतर तांबा बिलेट, बनाने के लिए। स्लैब के आवश्यक आकार। निकास पर स्लैब तापमान मापने वाले उपकरण से सुसज्जित है जो एक माध्यमिक शीतलन प्रणाली से सुसज्जित है, ठंडा पानी के प्रवाह की दर को समायोजित किया जा सकता है, पानी का तापमान, पानी का दबाव वास्तविक समय की निगरानी, जब पानी का तापमान निर्धारित मूल्य से अधिक होता है, तो पानी का दबाव होता है कास्टिंग मशीन बंद ड्राइंग जब सेट मूल्य से कम है। मुख्य रूप से क्रिस्टलीकरण तापमान, प्रक्रिया मापदंडों की स्थिरता, उत्पाद की गुणवत्ता और सुरक्षा सुनिश्चित करने के लिए इन नियंत्रणों का उपयोग करना।
पट्टी को ट्रैक्टरों द्वारा निकाला जाता है, ट्रैक्टर स्टॉप और रिवर्स पुश टाइम समायोज्य है, अलग-अलग सामग्रियों, विभिन्न विनिर्देशों, स्थिति की सतह की गुणवत्ता, सर्वोत्तम नियंत्रण मापदंडों का निर्धारण और पीएलसी प्रोग्राम नियंत्रण, कार्यान्वयन के नेतृत्व में समय में समायोजित करने के अनुसार होना चाहिए। साइकिल, रोक, पीछे हटना।
डमी मशीन के बाद स्ट्रिप को सिंक्रोनस कटिंग मशीन को भेजने के लिए स्ट्रिप।
वूशी पूर्वी चीन फर्नेस कं, लिमिटेड
नंबर 3 बशी फुरोंग इंडस्ट्रियल पार्क, ज़िशान जिला, वूशी सिटी, जिआंगसु प्रांत, चीन
संपर्क व्यक्ति: Joey.Wong
दूरभाष: +86 510 83788308
फैक्स: +86 510 83786308
मोब: +86 139 2112 5611
वीचैट: 86 139 2112 5611
व्हाट्सएप: 86 139 2112 5611
joey@wxhddl.cn
 आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!
आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!